(5 dazwischenliegende Versionen von 3 Benutzern werden nicht angezeigt)
Zeile 4:
Zeile 4:
=== Software/Verbindung ===
=== Software/Verbindung ===
am einfachsten über VM ansteuern
Software RDworksV8 Version V8.01.30
Software RDworksV8 Version V8.01.30
direkte IP: 192.168.179.242 (ggfs. nicht aus dem Standard 192.168.178.XXX erreichbar)
RDP: 10.73.36.6
user: Nerdberg
pass: Nerdberg
== Abfolge Benutzung ==
aber am einfachsten über VM ansteuern
# Das Abluftrohr nach Außen am Kippfenster muss vor dem Lasern "eingehängt" sein! Kontrollieren, ob am Laser das Anschlussrohr sitzt!
# Den Laser am Schlüsselschalter/Not-Aus einschalten, Material einlegen
# mit Pfeiltasten am Laser den Startpunkt anfahren, Taste "Origin" um Startpunkt zu definieren
# mit Hilfe der Tiefenlehre und den seitlichen Tasten (über Elektropanel) die Höhe Einstellen: Lehre auf das Material stellen, gegen tiefsten Punkt der Düse die Lehre bis zur Edding-Markierung bewegen
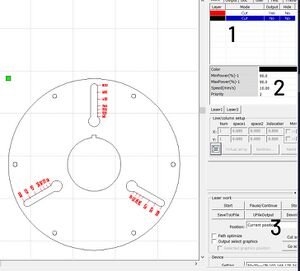
# [[Datei:Rdworkstut.jpg|mini]] Im RD-Works die Zeichnung vorbereiten (siehe Bild): (1) Farben/Layer definieren, (2) Leistung einstellen, mittels Download auf Maschine laden (3)
# am Laser über "File" die Datei laden, Vorschau sollte am Display zu sehen sein
# mit "Frame" am Laser die Daten: Der Laser fährt ein Rechteck mit den Zeichnungsextrema ab
# Wenn alles OK ist mit "Start" den Laserjob starten. Der Lüfter selbst startet automatisch beim Start des Laserjobs und läuft 60 Sekunden nach
Einschalten löst Sicherung aus -> Rücksicht nehmen
=== Laser Abstandslehre ===
=== Abluft ===
Der Abstand von der Oberfläche des zu laserndes Materials hin zur Unterkante des Laserkopfs (Luft Düse) beträgt 20,0 mm
Das Abluftrohr nach Außen am Kippfenster muss vor dem Lasern "eingehängt" sein!
hierfür ist eine Acryl Lehre vorhanden auf der der 20,0 mm Punkt markiert ist.
Der Lüfter selbst startet automatisch beim Start des laserns und läuft 60 Sekunden nach
Das Abluftrohr nach Außen am Kippfenster muss vor dem Lasern "eingehängt" sein! Kontrollieren, ob am Laser das Anschlussrohr sitzt!
Den Laser am Schlüsselschalter/Not-Aus einschalten, Material einlegen
mit Pfeiltasten am Laser den Startpunkt anfahren, Taste "Origin" um Startpunkt zu definieren
mit Hilfe der Tiefenlehre und den seitlichen Tasten (über Elektropanel) die Höhe Einstellen: Lehre auf das Material stellen, gegen tiefsten Punkt der Düse die Lehre bis zur Edding-Markierung bewegen
Im RD-Works die Zeichnung vorbereiten (siehe Bild): (1) Farben/Layer definieren, (2) Leistung einstellen, mittels Download auf Maschine laden (3)
am Laser über "File" die Datei laden, Vorschau sollte am Display zu sehen sein
mit "Frame" am Laser die Daten: Der Laser fährt ein Rechteck mit den Zeichnungsextrema ab
Wenn alles OK ist mit "Start" den Laserjob starten. Der Lüfter selbst startet automatisch beim Start des Laserjobs und läuft 60 Sekunden nach
Laser Abstandslehre
Der Abstand von der Oberfläche des zu laserndes Materials hin zur Unterkante des Laserkopfs (Luft Düse) beträgt 20,0 mm
hierfür ist eine Acryl Lehre vorhanden auf der der 20,0 mm Punkt markiert ist.

{kind=link}

